雕刻机的使用
Author: 梁海祥
Date: 2026-04-26
Title: 雕刻机的使用
雕刻需要用到的软件
AutoCAD、Solid Edge、Autodesk ArtCAM

雕刻前的准备工作
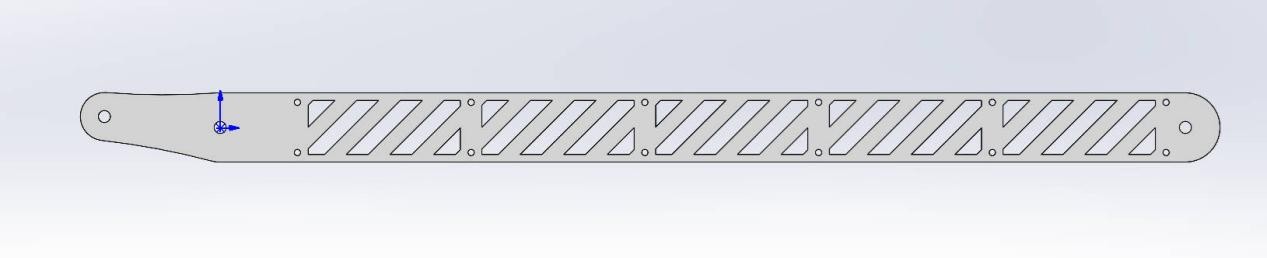
注意:先打开需要雕刻的板类零件,检查零件厚度以便选择正确的板子厚度,实验室常用的板子厚度为3,4,5mm,红色标记是需要点击的地方。
准备工作步骤如下:
SolidWorks
打开需要雕刻的零件,并将零件的雕刻面正视
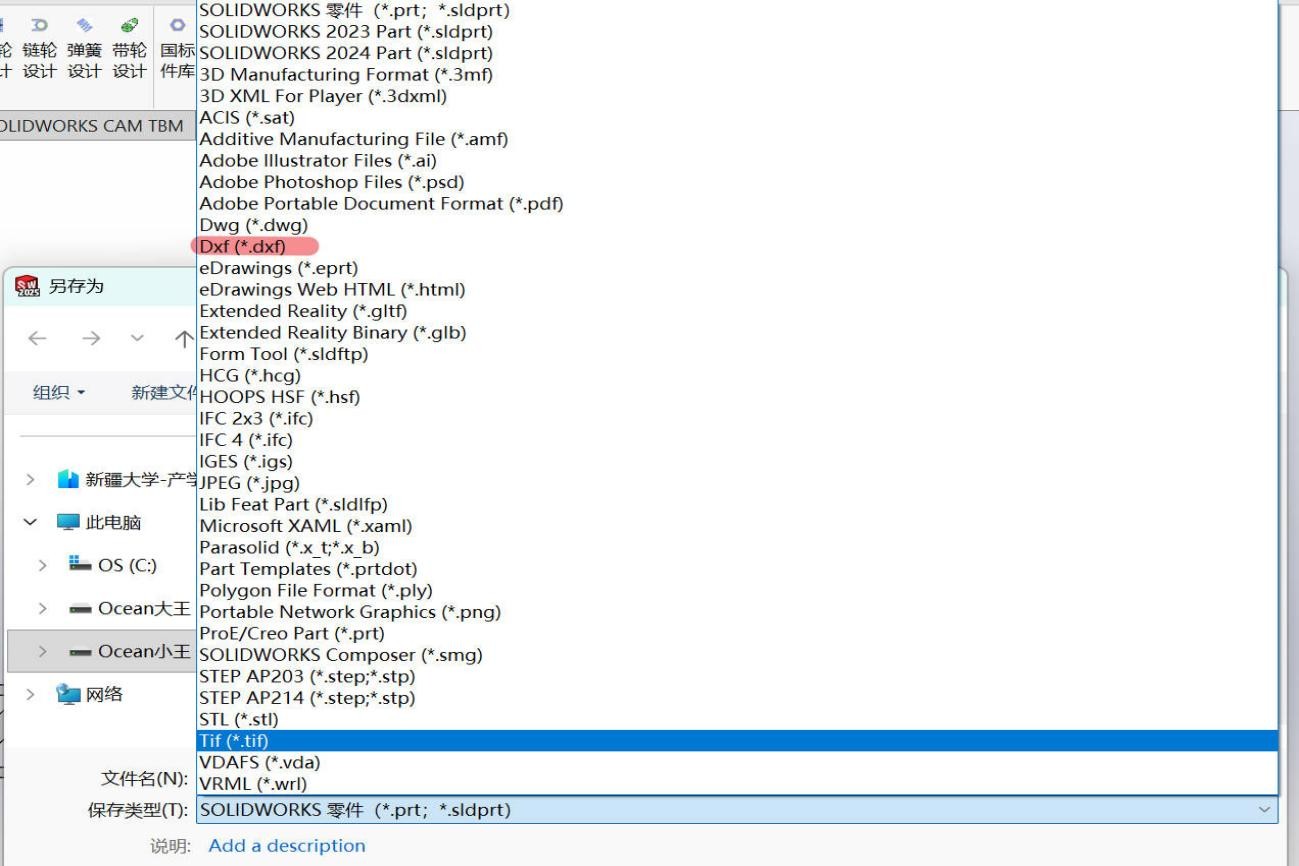
将零件另存为DXF格式的文件
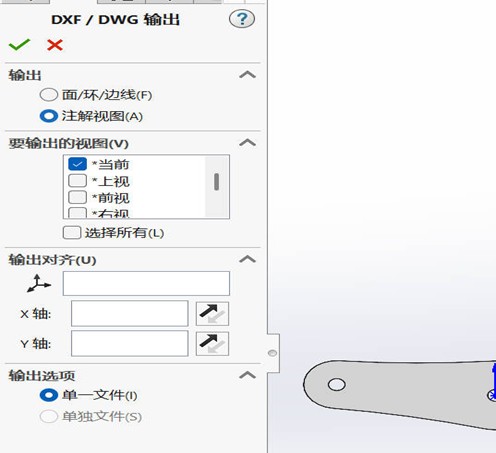
输出设置,设置完保存即可
Solid Edge
打开Solid Edge进行软件排版

导入零件,选择刚刚导出的DXF文件
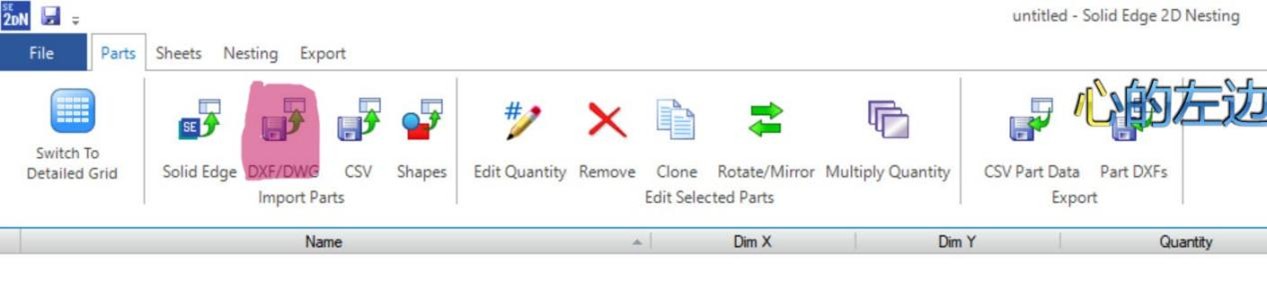
数量的设置(导入零件后会自动进入数量设置的页面),双击quantity下的数即可更改
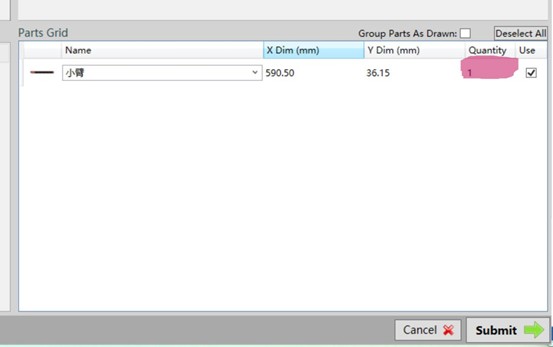
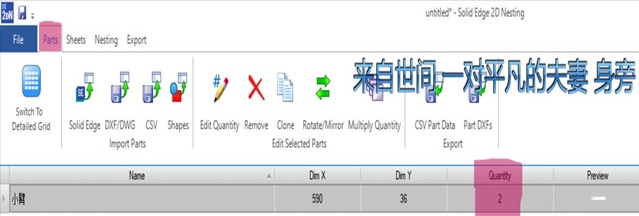
后续零件数量更改,选项卡选parts,在quantity下改即可
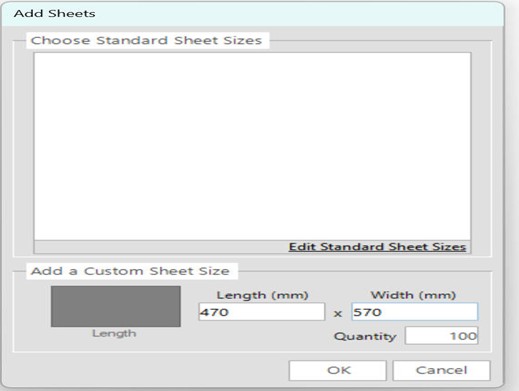
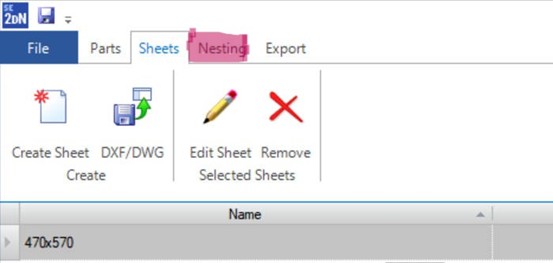
零件数量设置好后,接着设置雕刻边界,点击sheets选项卡
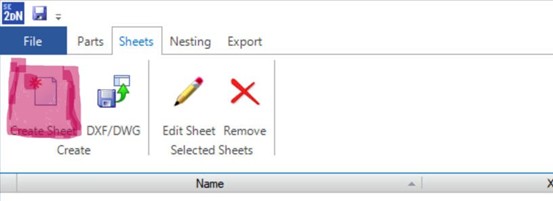
实验室常用的雕刻板是520×620,由于需要进行固定,以及设备限制等各种因素,实际能进行工作的区域只有470和570(必须填实际能进行工作的区域),若是其他尺寸的板,需要自己进行测量,设置好后点OK就行(长填短边时零件排版为竖直排列,填长边时为水平排列)
后续雕刻边界尺寸的更改,实际更改地方是sheets选项卡里的Edit sheet selected区域,切记不是改name下的值,那是名字
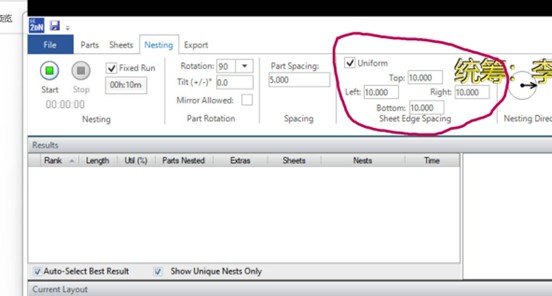
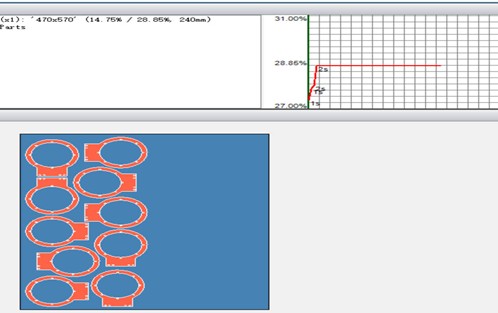
排版设置:红线圈出来的地方为零件边界与雕刻边界的实际距离,一般设置为10,设置完后点击start即可,当选项卡右上的函数水平时,零件排版完成
将排版好的DXF文件导出,选项卡选择EXPORT导出
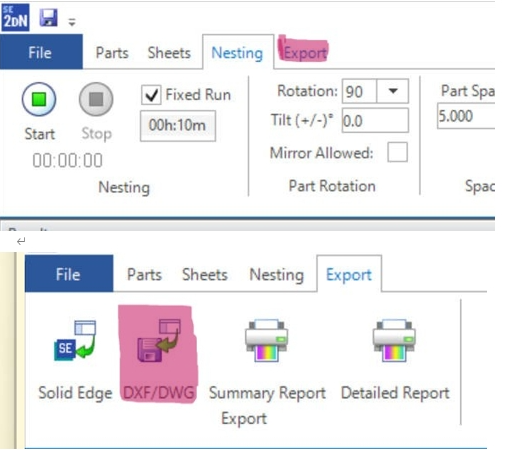
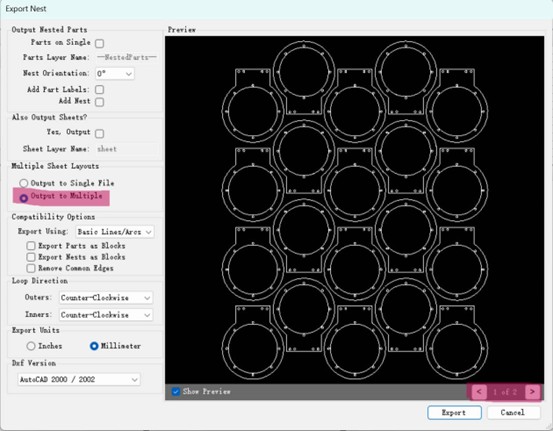
如下图所示,若所要雕刻的零件数量多,需要两块板才能雕完,导出时选择Multiple,右下角箭头可以查看两块板上的内容,保存后软件会自动保存为两个DXF文件
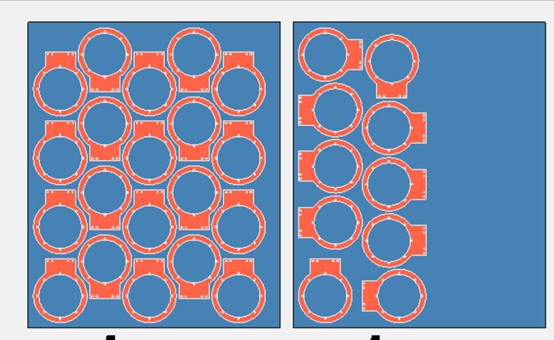
保存后的形式

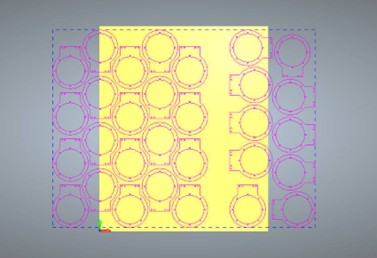
如果不选择multiple选项,而是single,所有的零件都会保存到同一个DXF文件里,这时在导入ARTCAM设置好实际板子的大小时,雕刻的零件区域会超出板的边界,如下
ARTCAM
排版过程结束,接下来是刀具路径的设置
打开软件ARTCAM
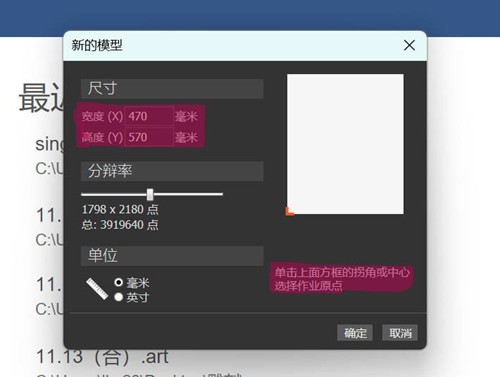
将刚刚排版好的DXF文件导入,便会弹出模型尺寸的设置(软件会依据你所有要雕刻的零件计算出一个能刚好包裹整个零件轮廓的最小矩形的长宽),设置如下
将软件给出的默认宽度和高度都增加10即可
点击白框左下角,选择左下角为工作原点(即一开始刀所处的零件轮廓中的位置)
选择不同的工作原点,在下面雕刻的具体操作时要结合考虑雕刻空间
分辨率越高导入的文件的线条清晰度越高,但计算的时间会更久,在很小程度上影响雕刻的质量,一般默认即可
最后点确认(接下来应该还会弹出一个对话框,也是点确认就行,没有请忽略)
确认后,雕刻的轮廓会自动分布在模型中间
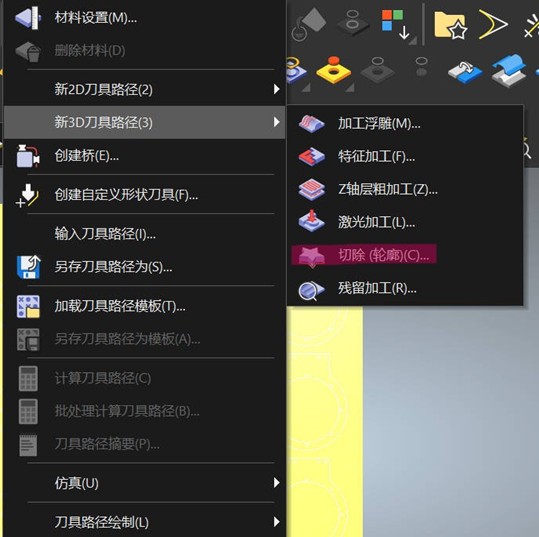
在设置刀具路径前先设置刀具的参数,步骤如下
点击选择
点击增加刀具
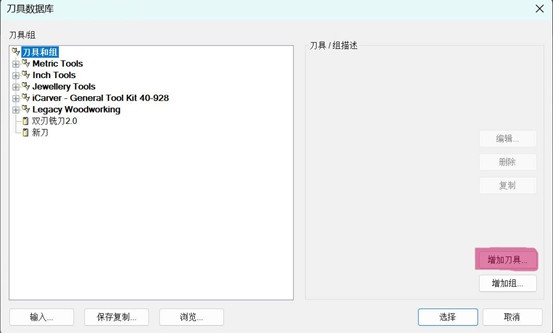
将刀具的参数按如下进行设置,刀具的直径需要按实际购买的刀具直径进行设置,其他不变,结束后点确定
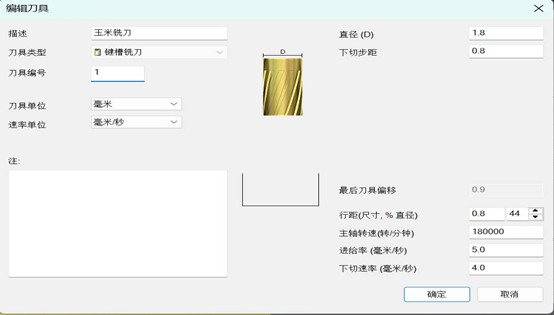
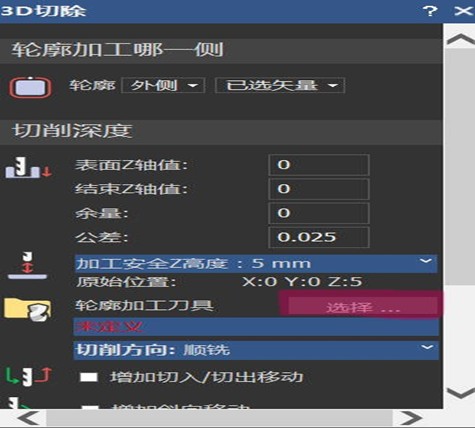
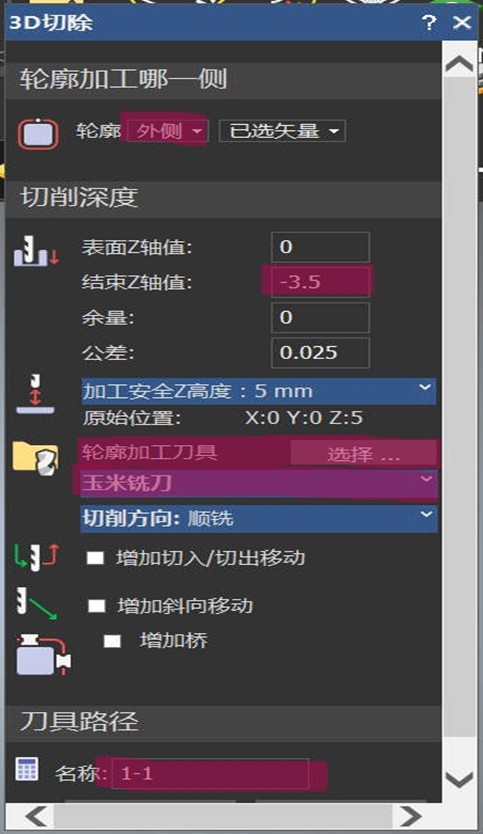
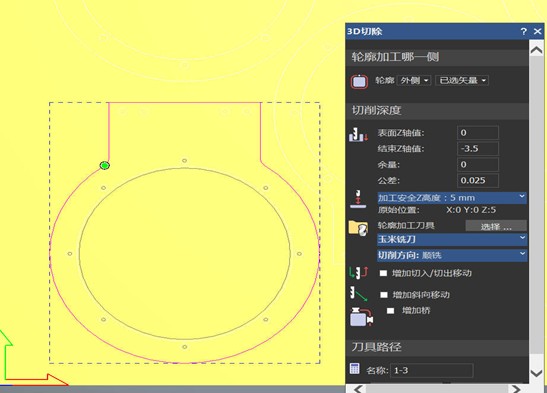
最重要的几个刀具设置:内外侧,结束Z轴深度,刀具的选择,名称
1.内外侧的选择:孔,镂空选内侧;整块板的轮廓选外侧
2.结束Z轴深度:比所要雕的板件的厚度多增加0.5mm即可,例如3mm的板,填-3.5,真正决定刀雕刻深度的设置,千万别忘了加负号
3.刀具的选择:调好刀具的参数后,选刚刚增加的刀具即可
4.名称:命名要有分块性,这样能更好的区分各个步骤,以及方便后续的调整,比如:要设置一块板的路径,它的内侧部分可定为1-1,外侧部分可定为1-2,接下来设置另一块板的路径就从2-1开始
接下来是刀具路径的具体设置,从重新设置刀具路径开始,以一块零件的雕刻为例,熟悉后可以多个零件的内侧同时进行,或者外侧,如果零件数量多,一定要均匀分成多批进行(每一批即完整的多个零件雕刻结束,而不是只雕了其内侧或外侧),这样前面就算出了问题也不会影响整块板子的使用,步骤如下(必须要遵守的原则:先内后外,假若先雕外侧,零件整体会脱落,雕刻时会震动,脱落时雕刻过程中的大幅度晃动会使内部孔的位置出现极大偏差)


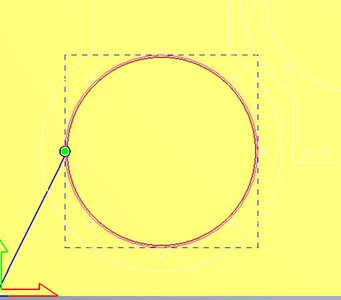
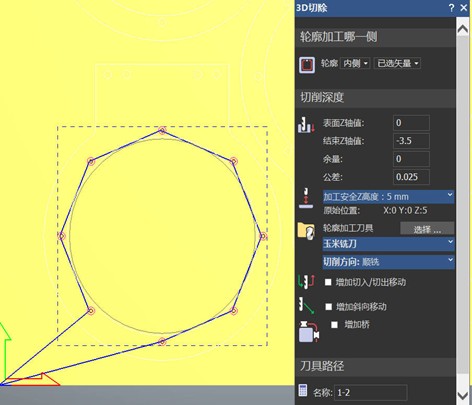
参数设置好后点击轮廓(零件上的镂空),最后点击现在计算(轮廓线为白色线很淡,看起来比较费眼睛,选中的轮廓线为粉紫色,形成的刀具路径线为黑红色,可以据此观察内外侧是否选择正确)
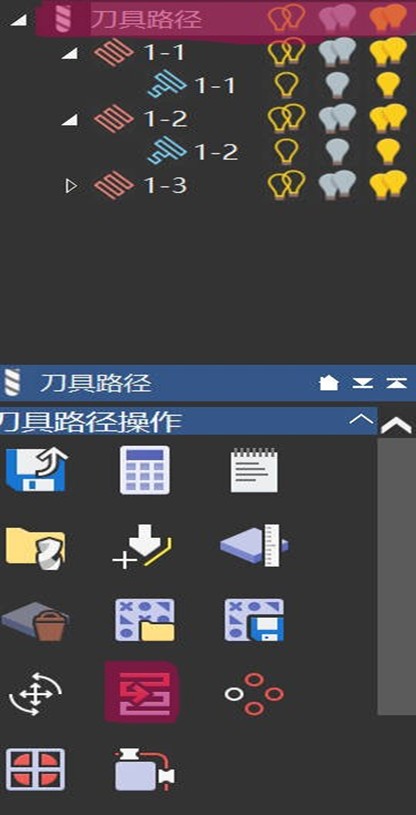
设置好后,在右边项目里可以看到设置好的雕刻路径,例如:1-1就是刚刚设置好的刀具路径,点击1-1旁边的小三角,在下方会出现一个蓝色的图标双击后,可以继续编辑刚刚的路径

接下来是同一零件其他特征的雕刻设置(零件上的孔)
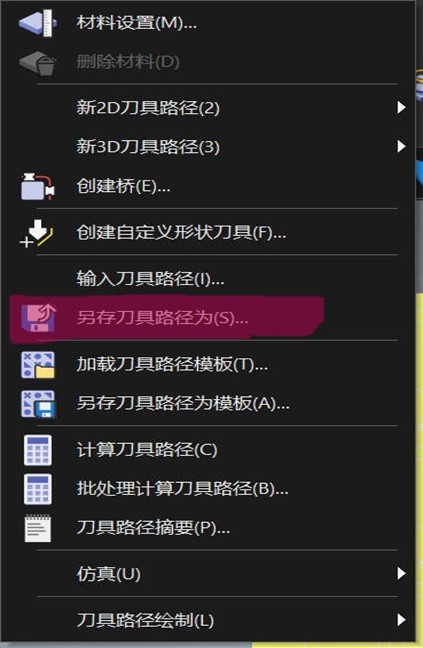
 设置好雕刻路径后,若要改变雕刻的先后顺序可以长按红色图标上下拖动进行路径顺序的调换,先将设置好的刀具路径保存为art格式的文件(防止之后合成刀具路径后没法更改雕刻的参数和具体设置),然后在项目栏里点击刀具路径后下方会出现刀具路径操作点击标红区域合成刀具路径
设置好雕刻路径后,若要改变雕刻的先后顺序可以长按红色图标上下拖动进行路径顺序的调换,先将设置好的刀具路径保存为art格式的文件(防止之后合成刀具路径后没法更改雕刻的参数和具体设置),然后在项目栏里点击刀具路径后下方会出现刀具路径操作点击标红区域合成刀具路径
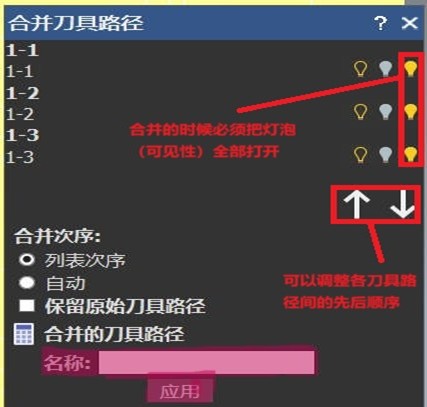
合成刀具路径的目的:消除每一步刀具路径结束后回工作原点的操作,节约时间
点击后会出现以下界面,按提示走即可,合并次序不用管,调整好应用就行,合成好后将合成的art格式的文件另存为
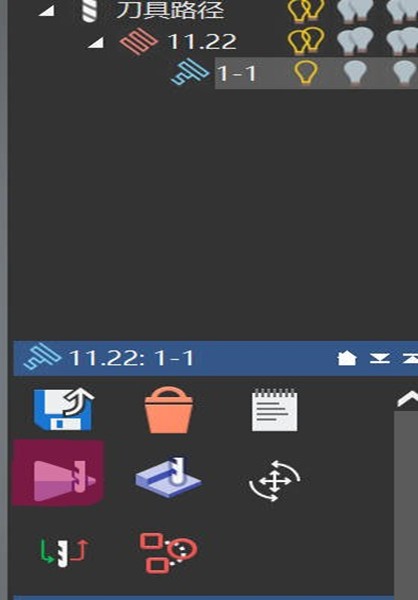
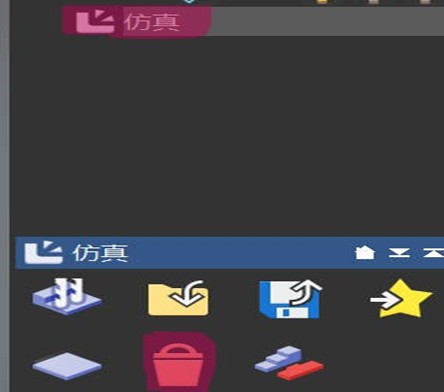
在项目栏里单击合成后的刀具路径的蓝色图标,下方会出现对该刀具路径的相关操作,点击红色区域,进行仿真,弹出来的对话框点击仿真就行
仿真的目的:检测设计的刀具路径是否有问题,例如刀具路径设置重复,内外侧没选对等
弹出的控制栏,红色区域为开始仿真

仿真后遮挡了原来的刀路设置,若要显示原本刀路,删除仿真即可,修改后重新仿真检测就行,删除仿真步骤如下,在项目栏里
检查没有问题后,就可以导出刀具路径代码了
最后将导出来的代码文件的后缀重命名,由.tap后缀改为.nc后缀,将文件考进U盘,由此雕刻前的准备工作完成。
雕刻操作
第一步,雕刻前先把两条水管拉去厕所,一条是接水龙头上,为清除雕刻时产生的粉尘和给刀冷却用的,另一条是抽废水的,抽废水的把管口放拖把池就行。
第二步把电闸全部打开,进门415雕刻机旁边的右手贴墙就是电闸

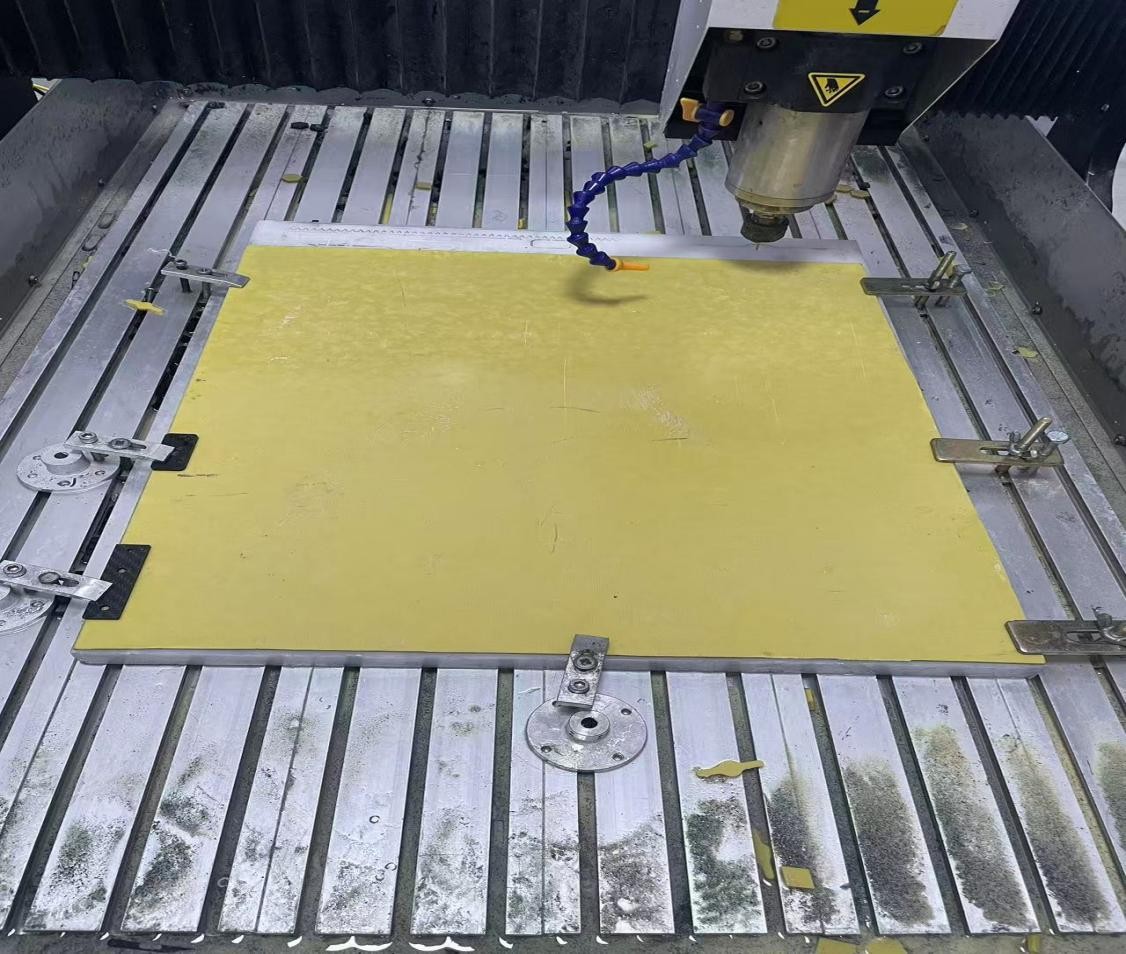
第三步,更换板子,选择自己要雕刻的符合厚度的板子,如果主轴位置合适(可以方便拆卸板子),那么先不急打开雕刻机,如果不合适跳到第五步把主轴抬升起来后再回来,板子是通过四周固定板材的夹子固定的,需要上紧上面的螺丝来压紧板材,固定好的板子如下:(未固定前摆放好)
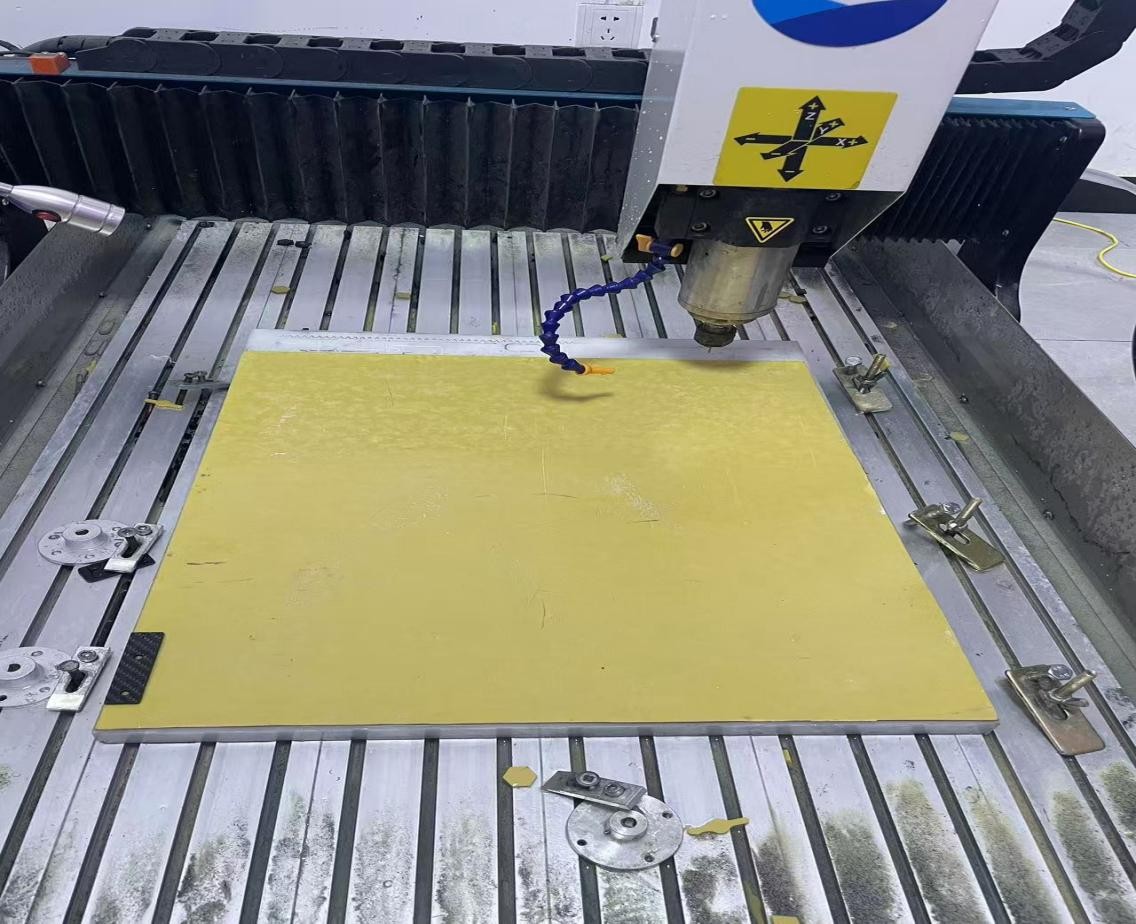
(如图,固定后,因为夹具和设备原因常常需要一些小尺寸的板垫着来补偿厚度)
第四步,打开主机和雕刻机(对于雕刻机的主机只需要旋开急停和下方的开关就行,喷水雕刻的时候再开)
右边的主机连接的是控制雕刻机的电脑,左边的主机连接的是雕刻机
如图,图上红色发亮的就是电脑主机的开关


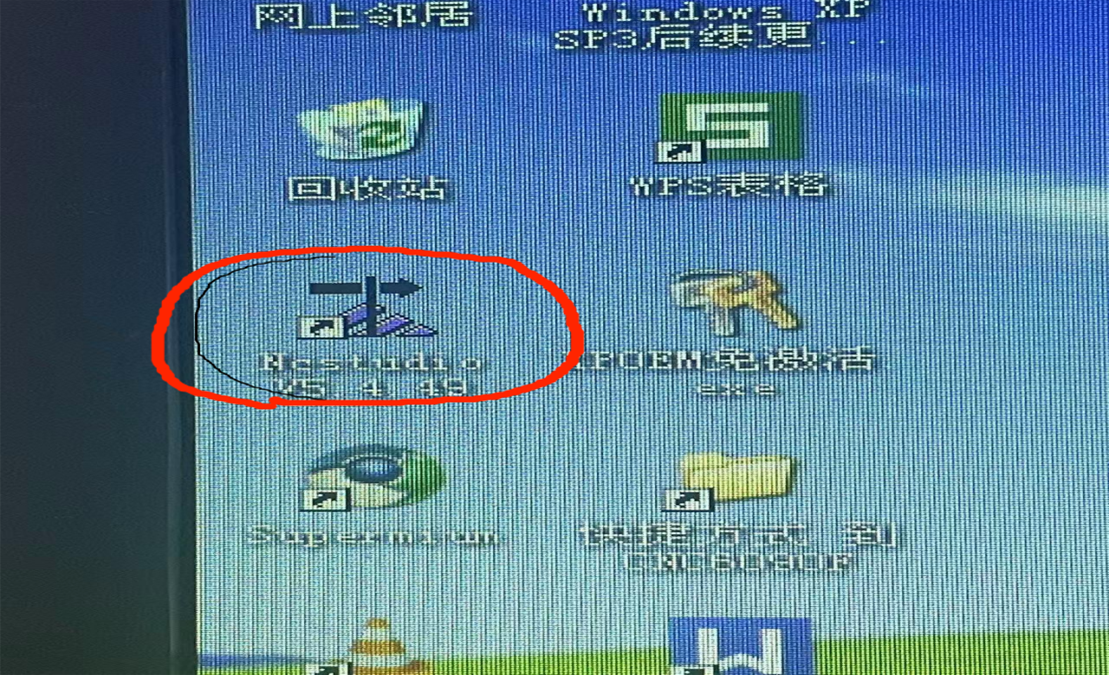
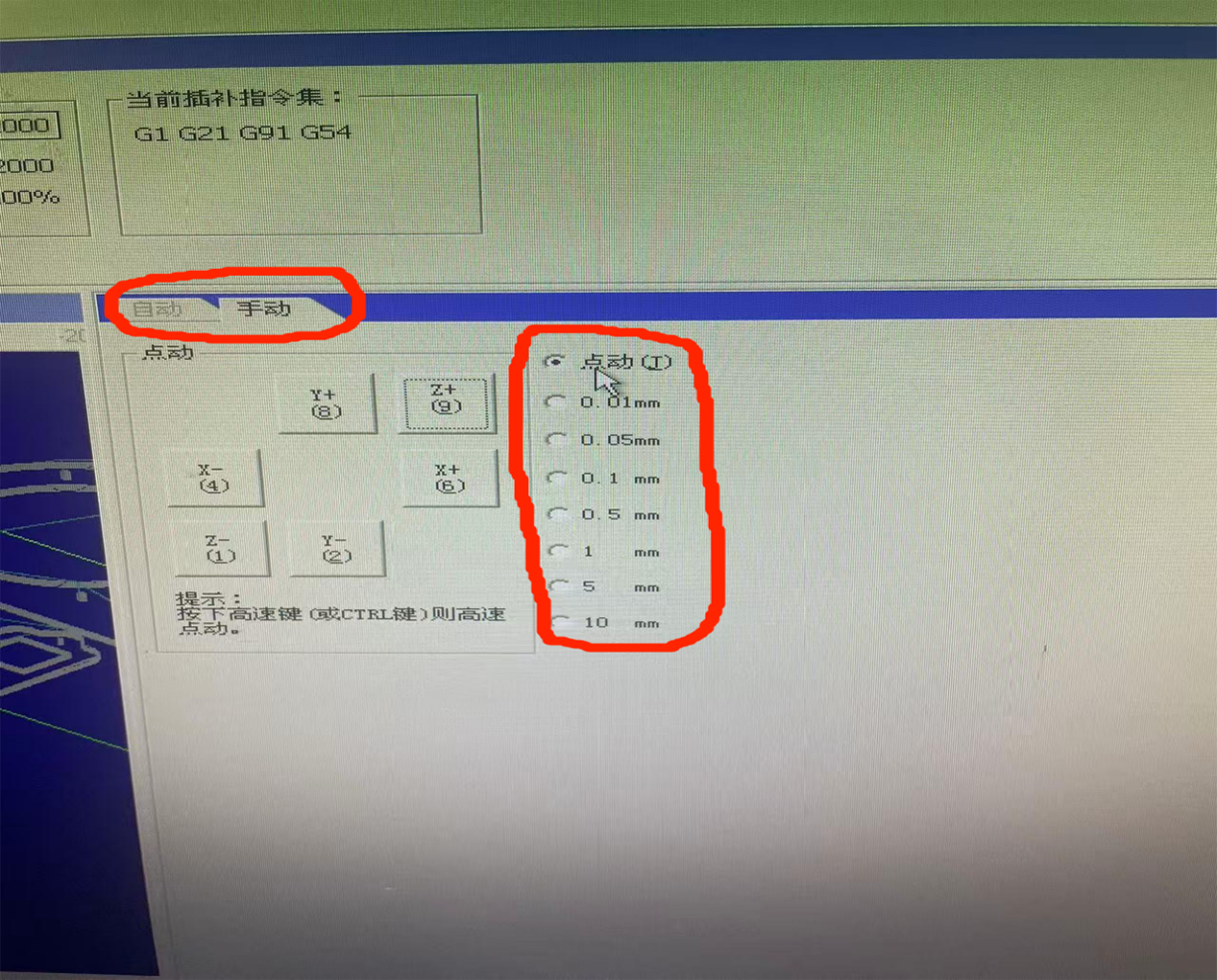
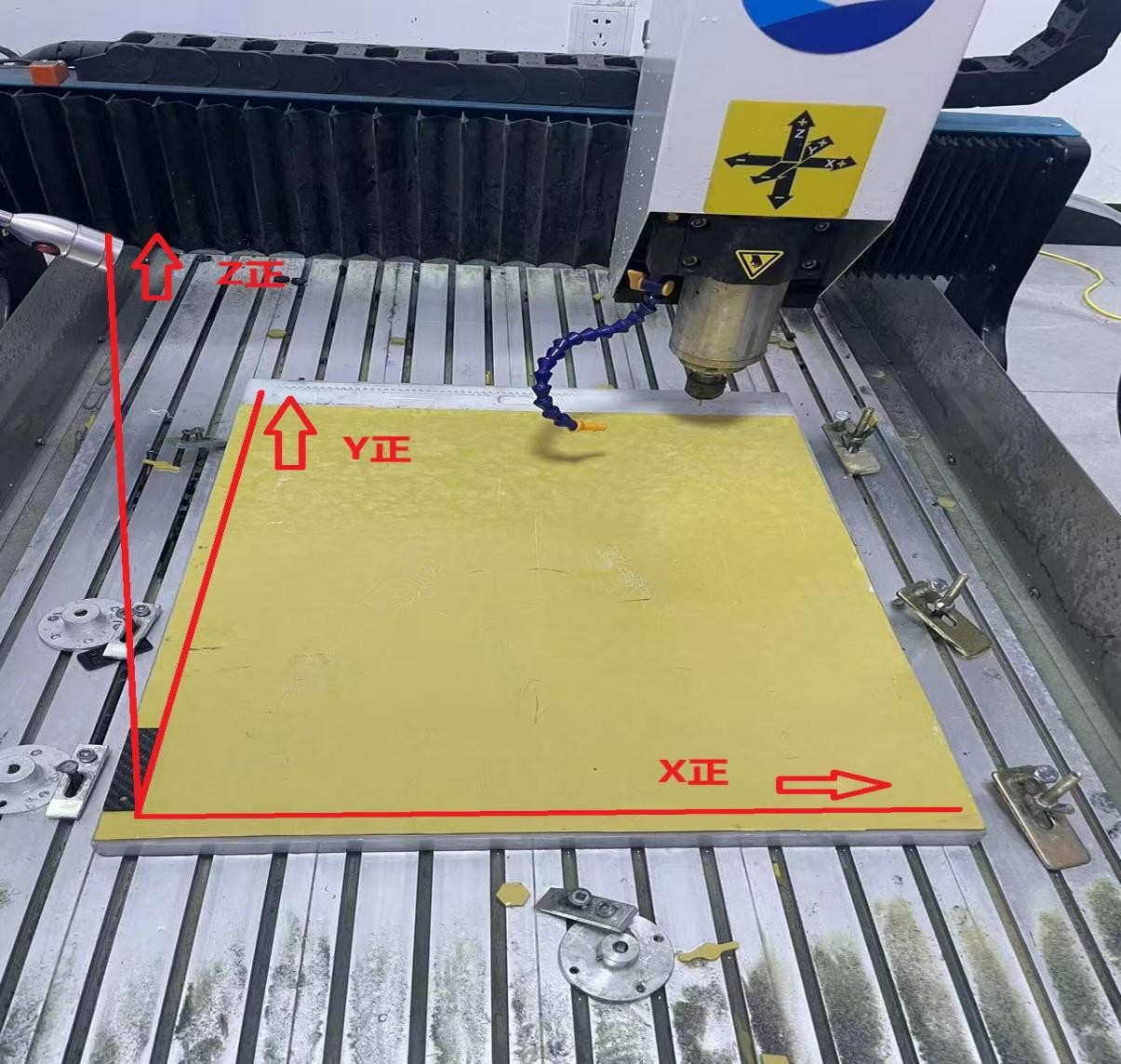
第五步,打开软件(软件为N开头的),软件最右侧点击手动后可以手动控制雕刻机,与手动相并的自动是放代码文件的,不用管,点击对应按键,便可以操控主轴,实际坐标系对应如下
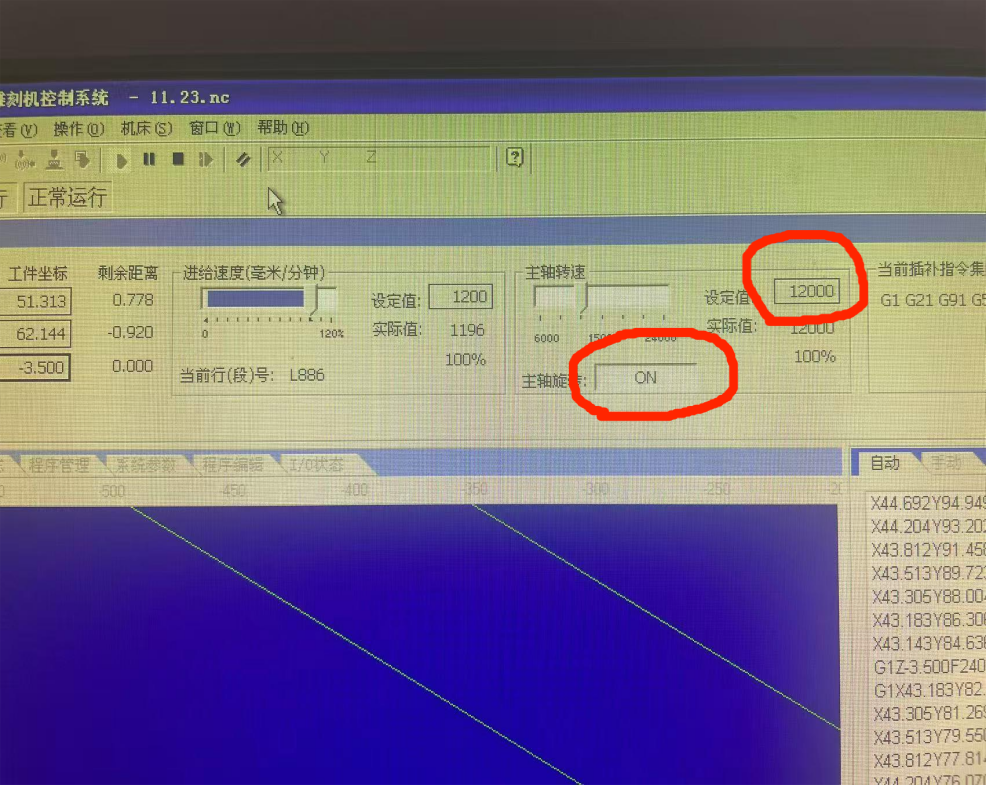
第六步,调平,如图,界面上方有一个ON,那是主轴旋转的启动按钮,点击后主轴便会以设定的转速旋转,转速在一旁可调,一般设12000转即可,先让主轴旋转起来,防止调平时下降得太多,撞坏刀具,然后在一块板材平面上均匀的取上9个点让刀具刚好接触,控制刀具刚好接触到板材表面,再快接近板材表面时主轴向下的步距选择0.1mm,当接触表面时会有尖锐的声音,此时观察软件上Z轴值的机械坐标,并记录,随后依次记录下9个点的机械坐标并结合分析,不平的话,需要拆卸板子,通过3D打印垫片去补偿厚度,随后再进行调平操作,因为设备和板材间的形变等各种原因,不可能完全调平,但坐标间的最大绝对误差值不能大于0.5mm
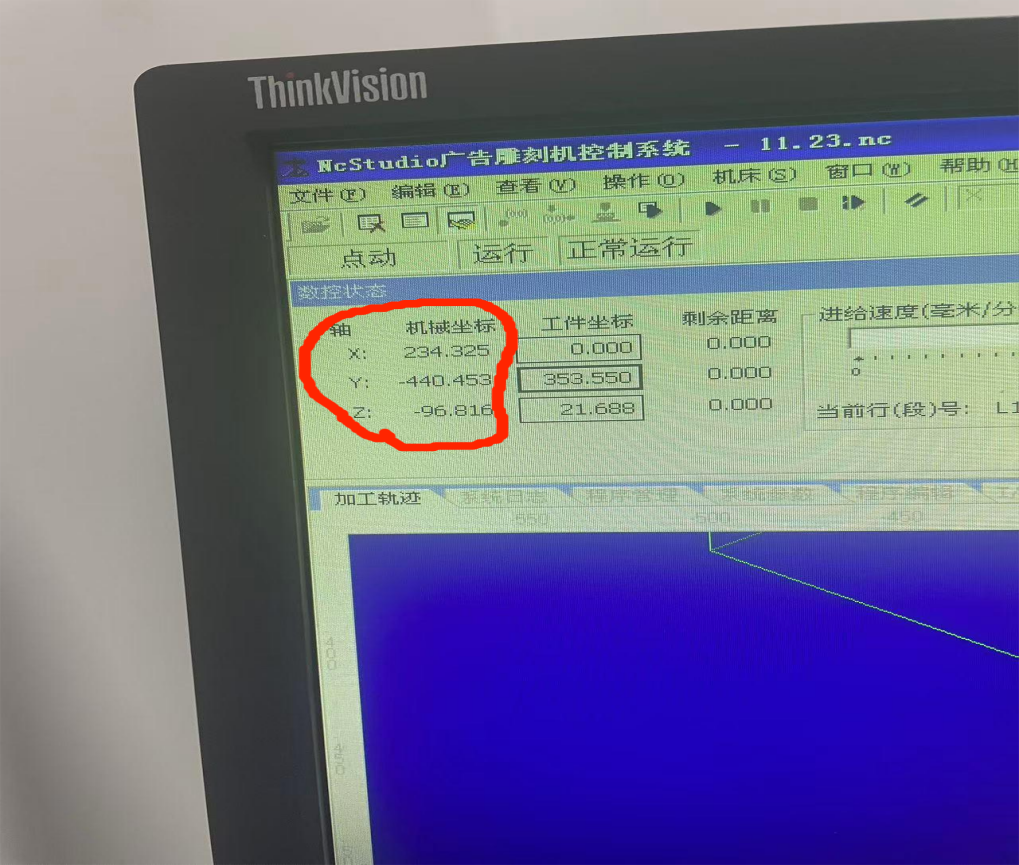
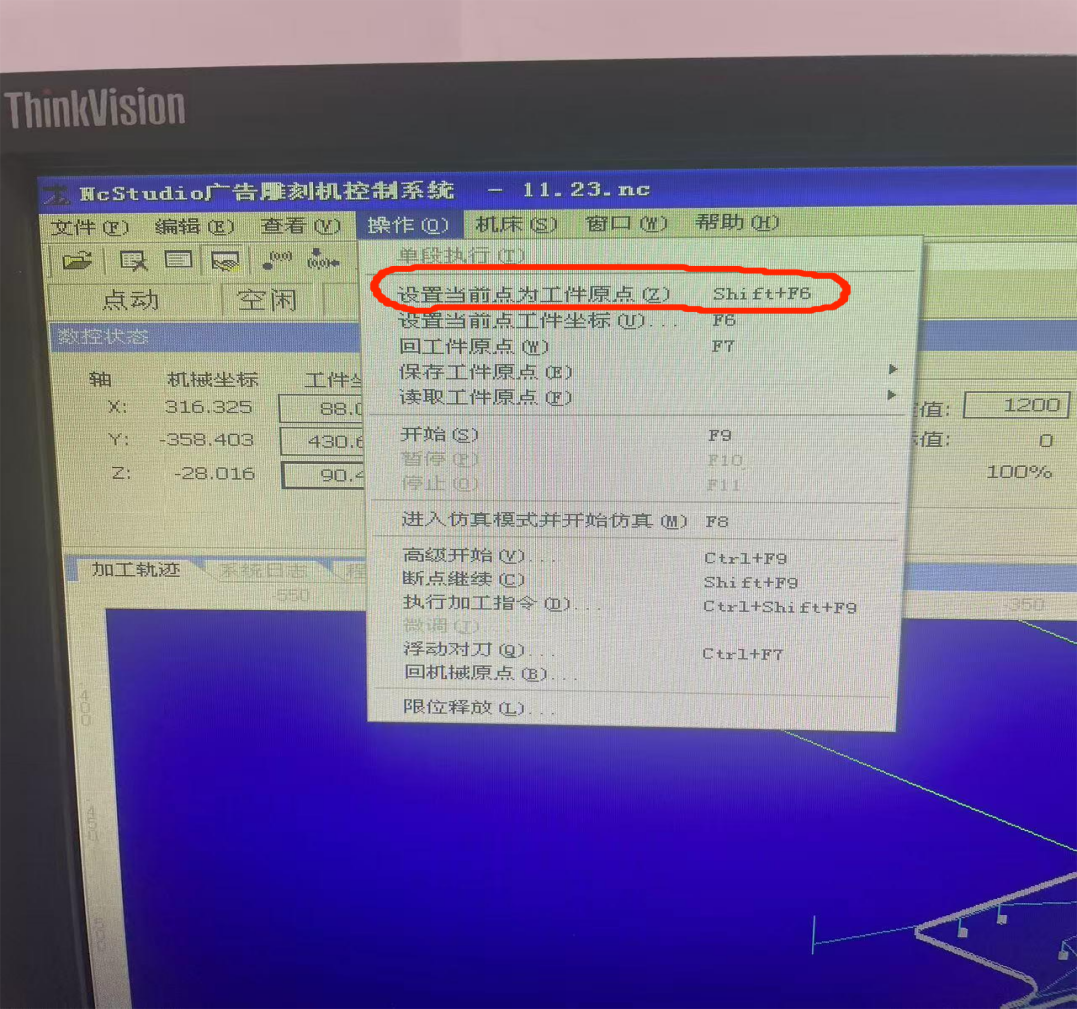
第七步,设立工作原点,工作原点是刚好接触板材的表面,设立的操作与调平时接触板材上的点一致,如果要雕刻一块完整的板子,工作原点一般设置为左下角,如果左下角已经被雕过了,那么可以选择板上其他地方,但一定要确认好你选择的工作原点的右上角要雕刻零件的区域是否足够,会不会碰到旁边的固定夹子!可以通过移动主轴,观察坐标来进行可雕刻区域的评估。
控制刀具移动到工作原点后,在软件界面操作出,点击设立当前点为工件原点即可,或者依次单击机械坐旁边的工件坐标X,Y,Z,工作坐标会全变为0,此时也是工件原点
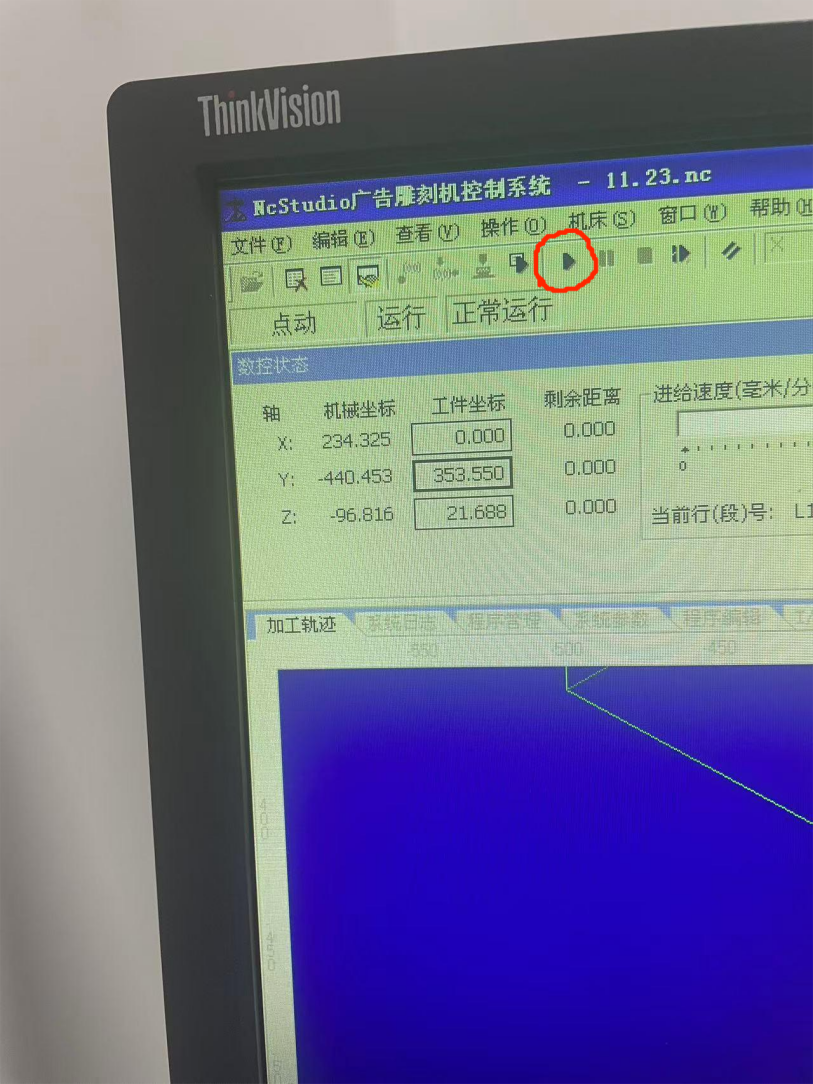
第七步,雕刻开始,设置好工件原点后,通过手动将主轴抬升20mm,然后在软件页面数控状态进给速度中,将进给速度改为100%,接着在文件选项卡里将原有的程序卸载(如果先前没有程序,直接装载就行,可以通过看自动里有没有代码来判断)然后选择打开并装载,装载先前导出的.nc文件,随后点击图二圈出的开始按钮,然后按下喷水开关,雕刻自动进行
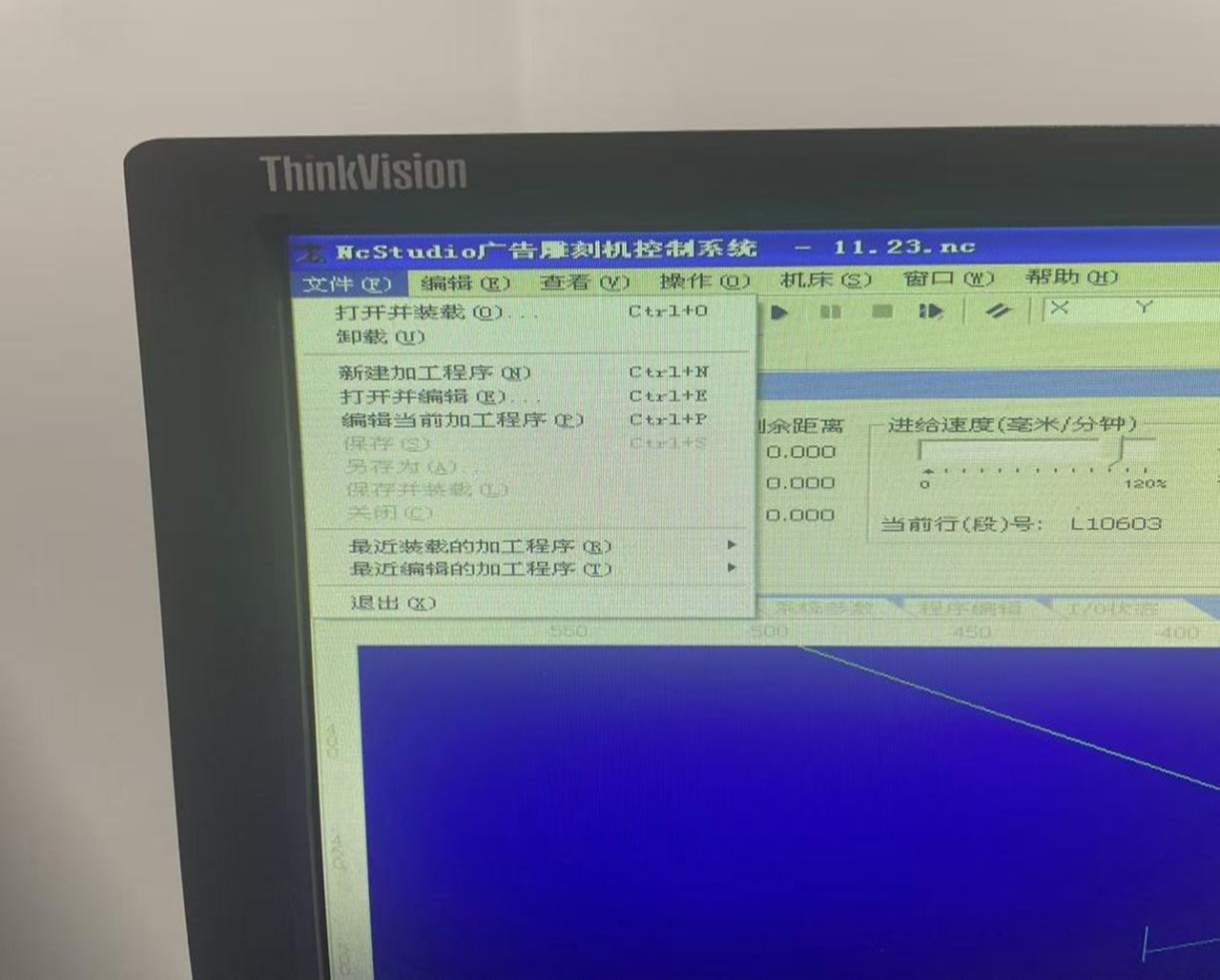
第七步,雕刻开始,设置好工件原点后,通过手动将主轴抬升20mm,然后在软件页面数控状态进给速度中,将进给速度改为100%,接着在文件选项卡里将原有的程序卸载(如果先前没有程序,直接装载就行,可以通过看自动里有没有代码来判断)然后选择打开并装载,装载先前导出的.nc文件,随后点击图二圈出的开始按钮,然后按下喷水开关,雕刻自动进行
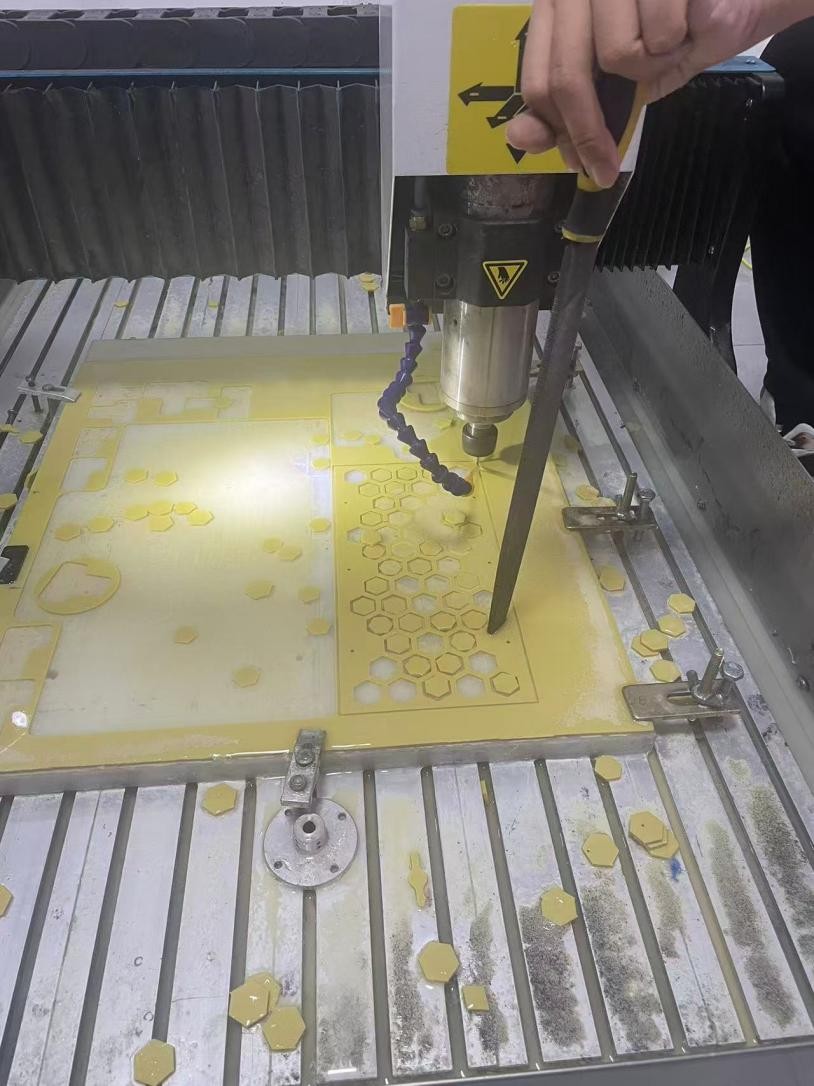
第八步,雕刻过程中,对于大的零件,需要有人在旁边用锉刀抵着板材,防止翘起来影响刀具移动,从而起到保护刀的作用,还需要有人在水满时打开抽水机抽水,没水时打开水龙头放水。
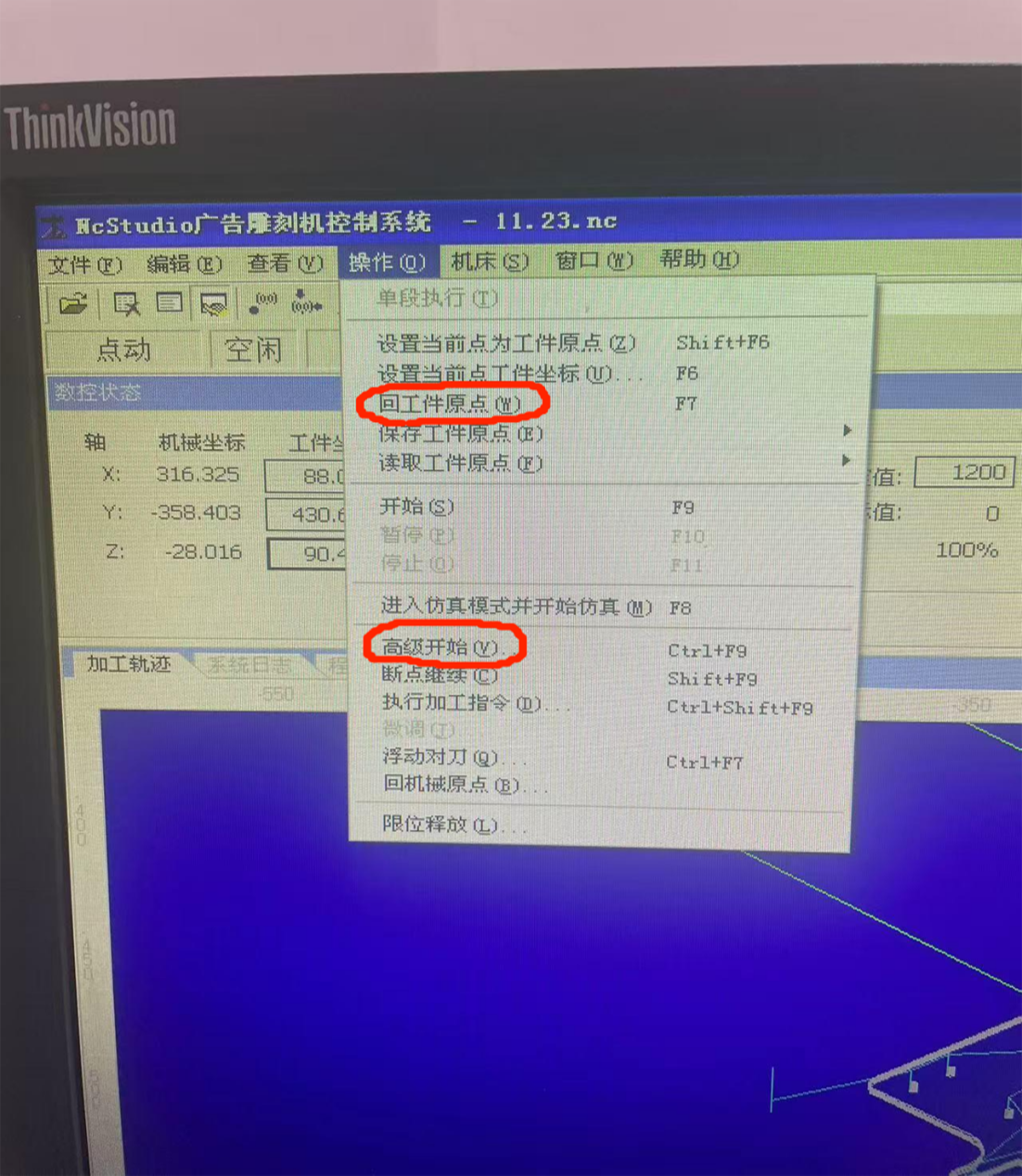
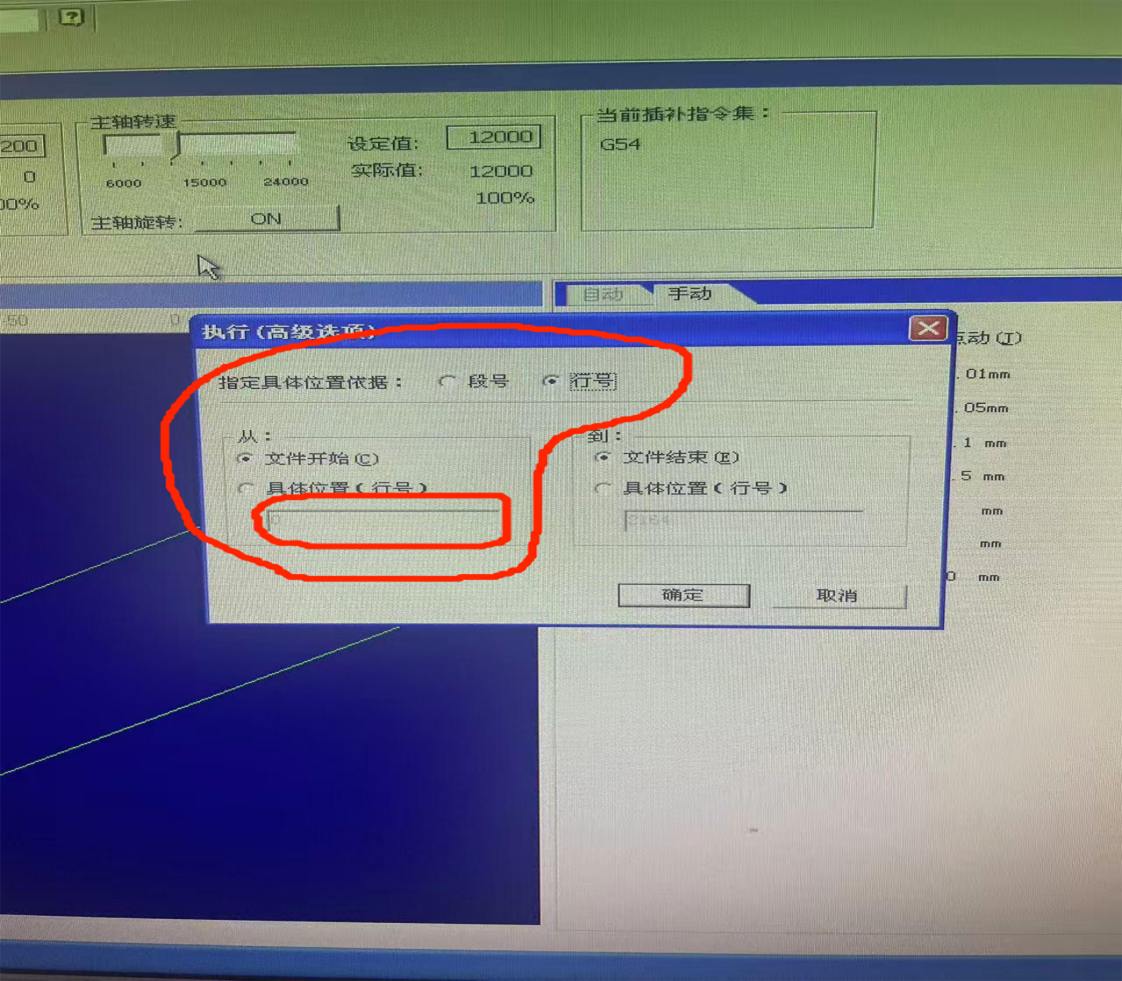
另外:雕刻过程中刀可能在中途断掉,这时需要马上按下急停,等主轴停止转动后,在电脑软件操作中点击高级开始,读取并记忆停止时的行数(在下图的圈出区域中读取),再打开急停将主轴抬升到合适的位置,再按下急停进行换刀,换刀前检查3次是否已经按下急停!换刀步骤如下:
永远是左手拿大扳手,右手拿小扳手,大扳手卡在头套上,小扳手卡在轴的槽上,这时两只手朝远离自己的方向推就是松,两只手朝自己的方向合拢就是紧
换刀时,固定刀头的头套不用完全松下来(省点事),松到刚好能让刀取下来就行,然后取下刀,拿新刀对准头套上的洞插进去,重新旋紧头套,旋紧时一定要一只手将刀具紧紧的顶在头套上,然后再旋紧,旋到两个扳手拧不动就可以了



换好刀后,打开急停,然后点击ON让主轴旋转起来,接着在操作里点击回工件原点,看看原点的位置是否改变(换刀时可能会出现移动了主轴改变了原点的情况),若改变,可以通过最开始设置原点时在板材上留下的小洞,来重新设置回原先的原点(不然若直接高级开始,雕刻的整体轨迹会全部改变),若不变,则点击操作中的高级开始,在圈出区域的行数中将先前记忆的行数减个几十行填入,看看有没有回到断刀前的轨迹,若没有,立即点击与开始件同一行的方形暂停键,停止雕刻,然后继续往下减,直至回到断刀前走过的路径即可
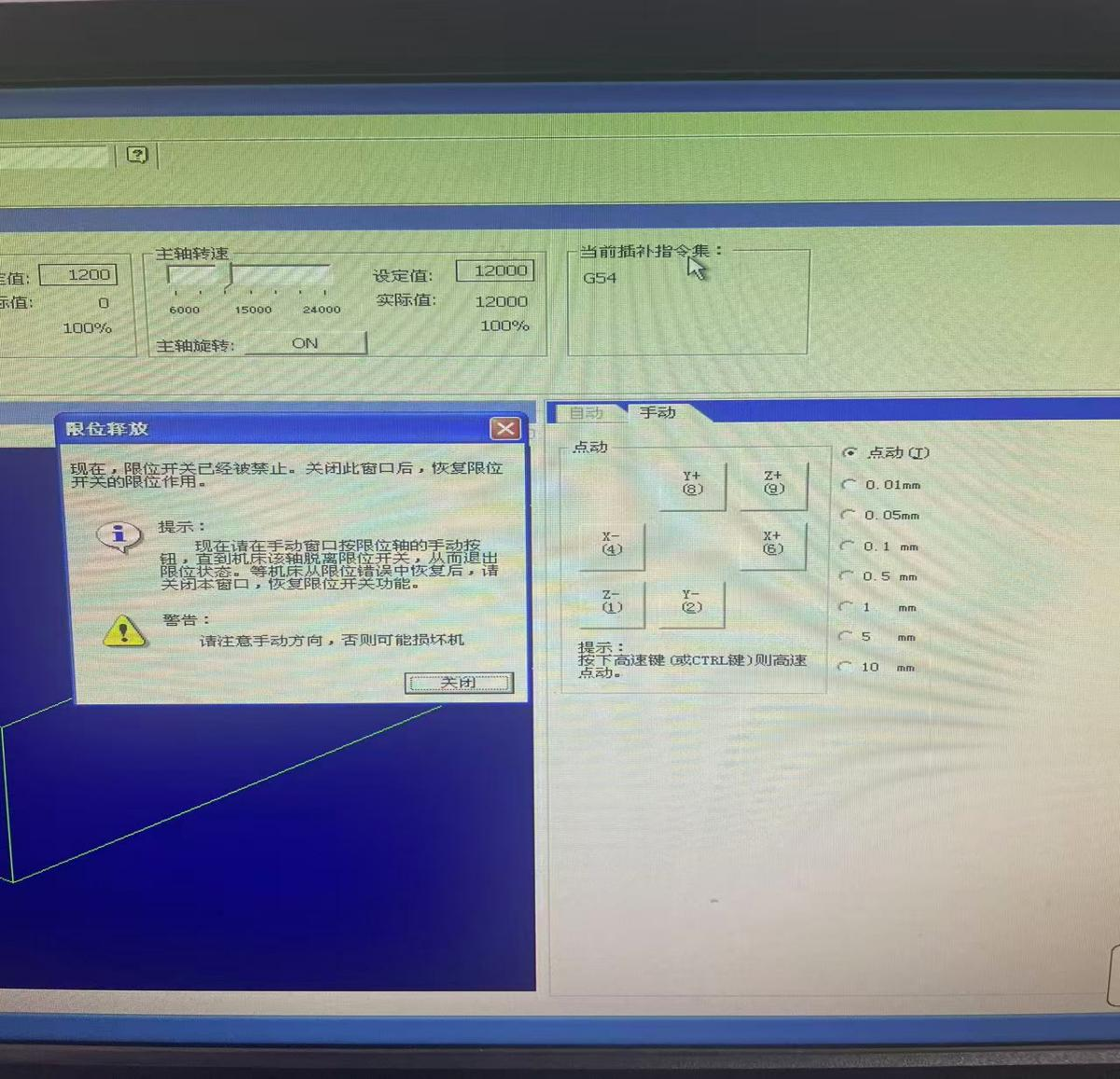
还会遇到一种情况就是,雕刻机的主轴移动到雕刻机的最大工作区域时,会弹出限位警告,这时手动会被限制,你没法通过手动鼠标点击来控制主轴移动,这时,需要点击操作中的限位释放,注意此时会弹出一个对话框,千万不要打叉,将它拖动到一旁,此时就可以通过手动重新控制主轴移动,使它脱离出极限区域后再打叉就行,这时便不会限制手动了